
Customer's Challenge
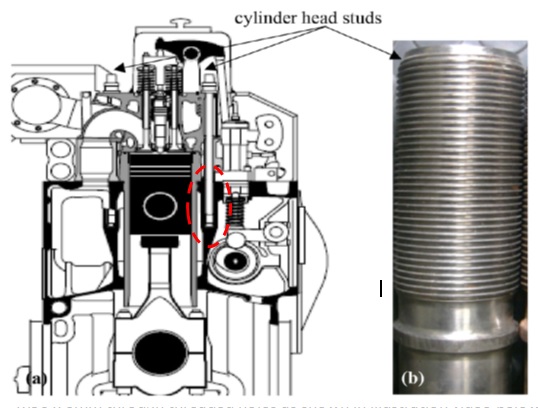
During the COVID-19 lockdown in Singapore, shipyard operations were halted as workers were restricted to their dormitories. One of our clients urgently needed to dock a vessel for critical repairs on the main engine, where two M90 threaded holes on the engine block were severely damaged during the dismantling of the cylinder head.

The client initially planned to enlarge the damaged threaded holes to M130mm and install custom inserts with M90 x 6mm through-threaded holes. However, during a self-repair attempt, the tap broke inside the engine housing halfway through the process. With no immediate docking schedule and an approaching sailing deadline, the client sought an in-situ solution while the vessel remained anchored at Singapore’s eastern anchorage.
Solution
To address the client’s needs, our in-house developed CNC threading machine was selected for the job. The machine supports a working range from M60 to M140 with a depth of up to 260mm, allowing it to handle boring, threading, and milling in a single setup. It provided the flexibility to reestablish the center of the hole if manual repairs had caused misalignment from the original Pitch Circle Diameter (PCD).
Given the urgency of the situation, two teams were mobilized to prepare both hardware and software simultaneously:
- Hardware: A custom mounting template was designed, machined, and tested based on site measurements provided by the client. This template served as the machine’s foundation, ensuring proper alignment and orientation for the damaged holes.
- Software: Several G-code subroutine programs were written and tested to accommodate different cutter types and shaft lengths, providing versatility for various anchorage conditions.
Once the preparation and testing were completed in just two days, the team was dispatched onboard, and the repairs were completed within three days. The damaged hole, which had a broken tap inside, was successfully enlarged to M140 and threaded to receive a custom insert.



Benefits
Using a CNC threading machine offers significant advantages over conventional methods. The machine’s high interpolation cutting speed combined with a small feed rate ensures precision threading compared to manual tapping. Additionally, the use of replaceable inserts on the threading end mill allows easy replacement of worn edges, ensuring the thread form remains consistent.
Manual tapping of large diameters without proper alignment can induce perpendicularity errors, often leading to tap breakage. By using CNC technology, the risk of breakage, high costs of manual taps, and potential downtime due to wear and tear are significantly reduced, providing a cost-effective, safer, and more efficient solution for our client.
